Fräs-
und Bohrmaschine |
|
|
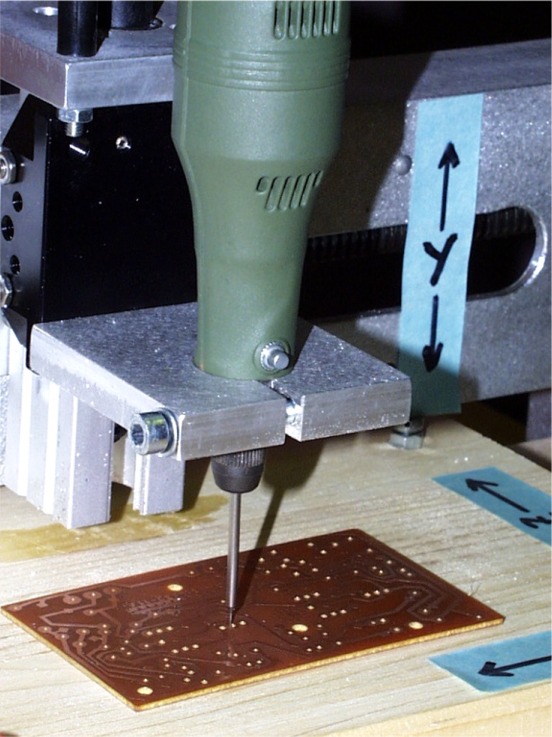
Die
Grundlage dieser CNC-Kleinmaschine bilden Lineareinheiten mit quadratischen,
eloxierten Aluminiumprofilen. Der Führungsschlitten wird durch eine
Trapez-Gewindespindel mit einem Gleitsatz angetrieben. Dieser Gleitschlitten
ist über Stiftschrauben spielfrei justierbar. Die Wiederholgenauigkeit
bei der Positionierung ist < 1/10 mm! Das Spindelspiel kann mit Hilfe
der Software kompensiert werden. |
 |
|
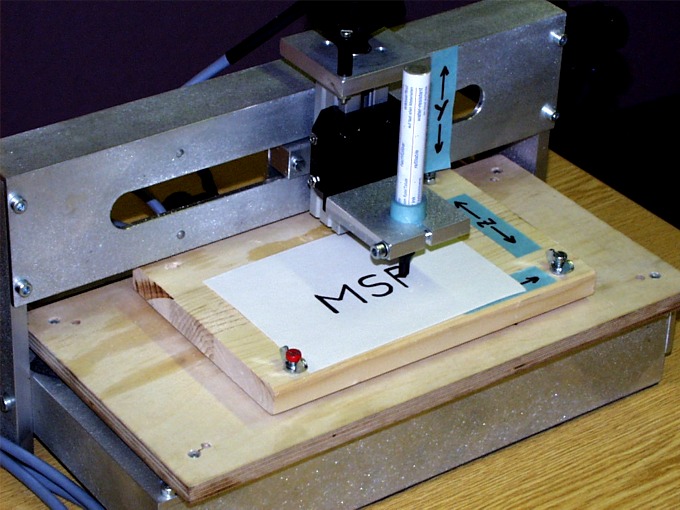
Die
Maschine wird steckerfertig und komplett mit montierten Schrittmotoren
geliefert. Der Tisch ist an zwei Seiten geführt und gelagert. Insgesamt
ist die Vorrichtung recht stabil aufgebaut. Beim getesteten Modell (Typ
BGS 50) war die Arbeitstischgröße 290 x 230 mm und der Arbeitsbereich
160 x 100 mm, die Spindelsteigung beträgt 3 mm pro Umdrehung. Ebenfalls
lieferbar sind Anord-nungen mit anderen Maßen und Verfahrwegen.
Die Baugruppen stehen auch einzeln zur Verfügung.
|
||
|
|
|||
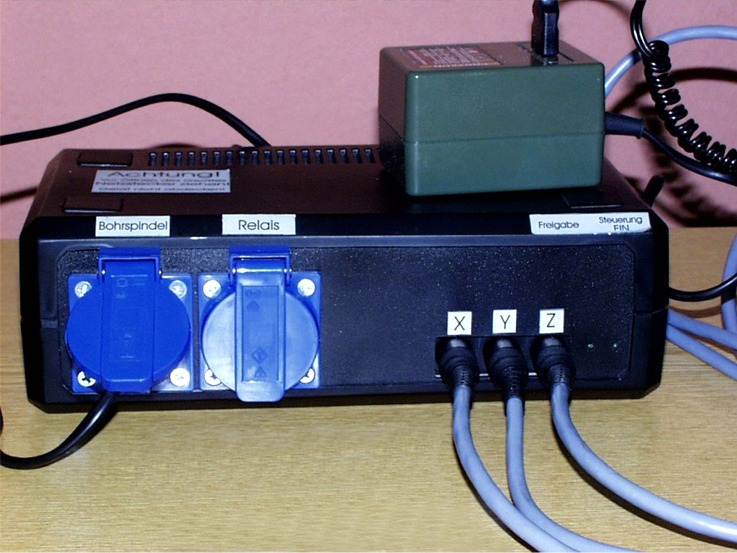
Damit
können 3 Schrittmotoren für die X-, Y-, und Z-Achse angesteuert
werden. An den Ausgängen (7-polige DIN-Stecker) ist ein Strom von
1,5 A bei 35 V verfügbar. |
 |
||
Es
wäre möglich, die Schrittanzahl (Vollschritt, Halbschritt, Viertelschritt,
Achtelschritt) durch DIP-Schalter einzustellen. Außerdem stehen
2 Steckdosen mit maximal 3 A bei 230 V zur Verfügung, die softwaremäßig
aktiviert und z.B. für eine Bohrspindel und einen Staubsauger mittels
Relais getrennt geschaltet werden können.Der Betriebszustand der
Schrittmotorsteuerung wird durch Leuchtdioden angezeigt. Das Datenkabel
wird an die parallele Schnittstelle des PC's (LPT 1) angeschlossen. Aus
Sicherheitsgründen erfolgt die Freigabe des Leistungsteils der Schrittmotorsteuerung
erst dann, wenn das Programm NC-Start läuft und das Datenkabel richtig
angeschlossen ist. |
|||
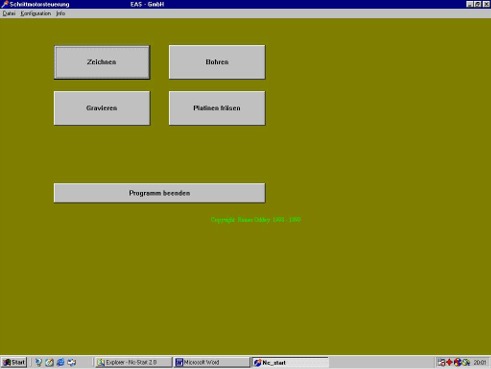
Die
Software NC-Start 2.0 |
|
||
Interessant
ist die Möglichkeit, im HPGL-Editor die Daten einer Plotterdatei
mit der Endung .PLT einzulesen, wodurch diese Werte bearbeitet und gespeichert
werden können. |
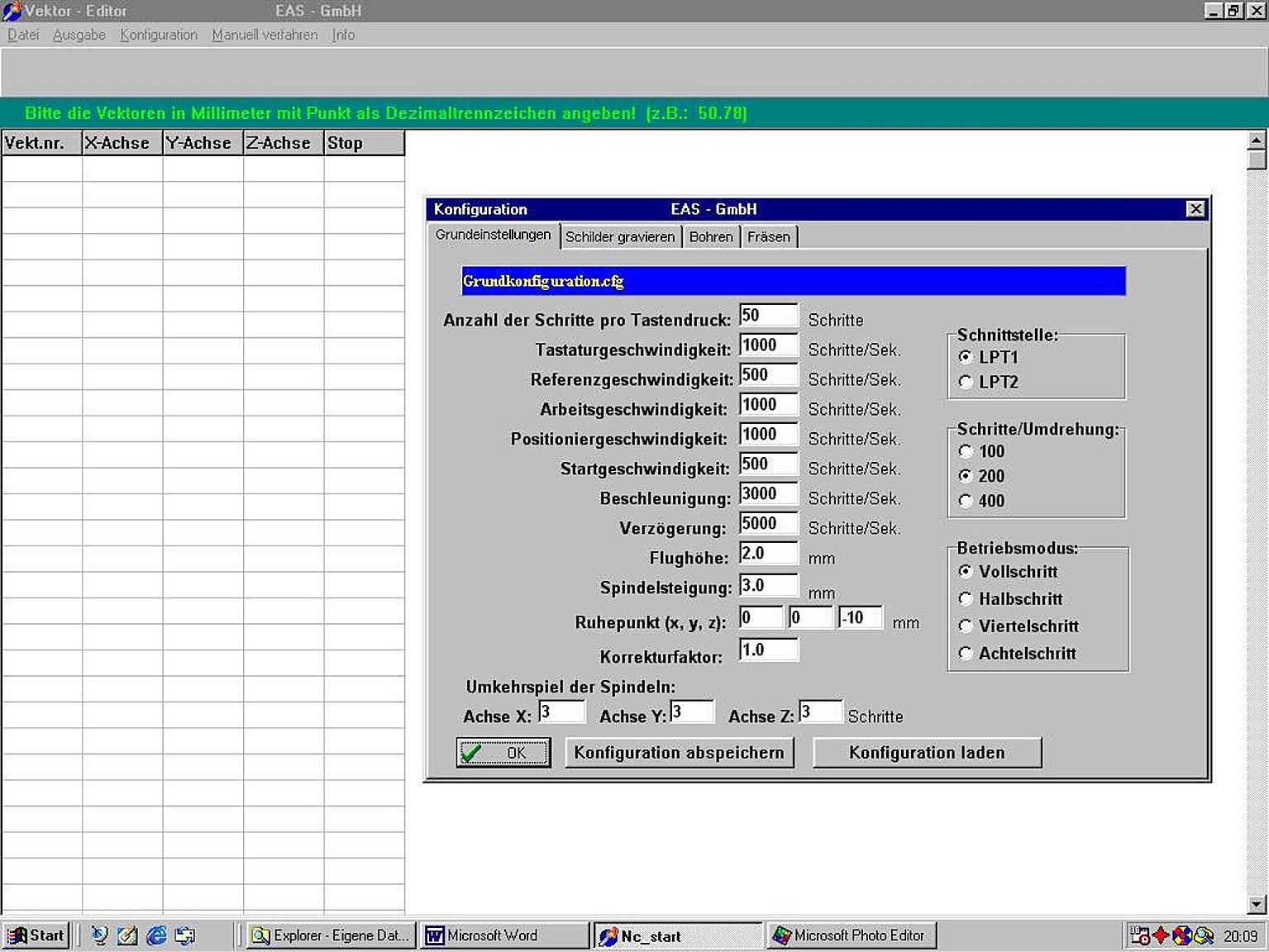
Im
Hauptmenü sind je nach Werkstoff u. a. die Maschinendaten, (z.B.
die Start-, Arbeits- und Positioniergeschwindigkei-ten, Beschleunigung,
Ver-zögerung und Spindel-steigung) der Maschine festgelegt: |
 |
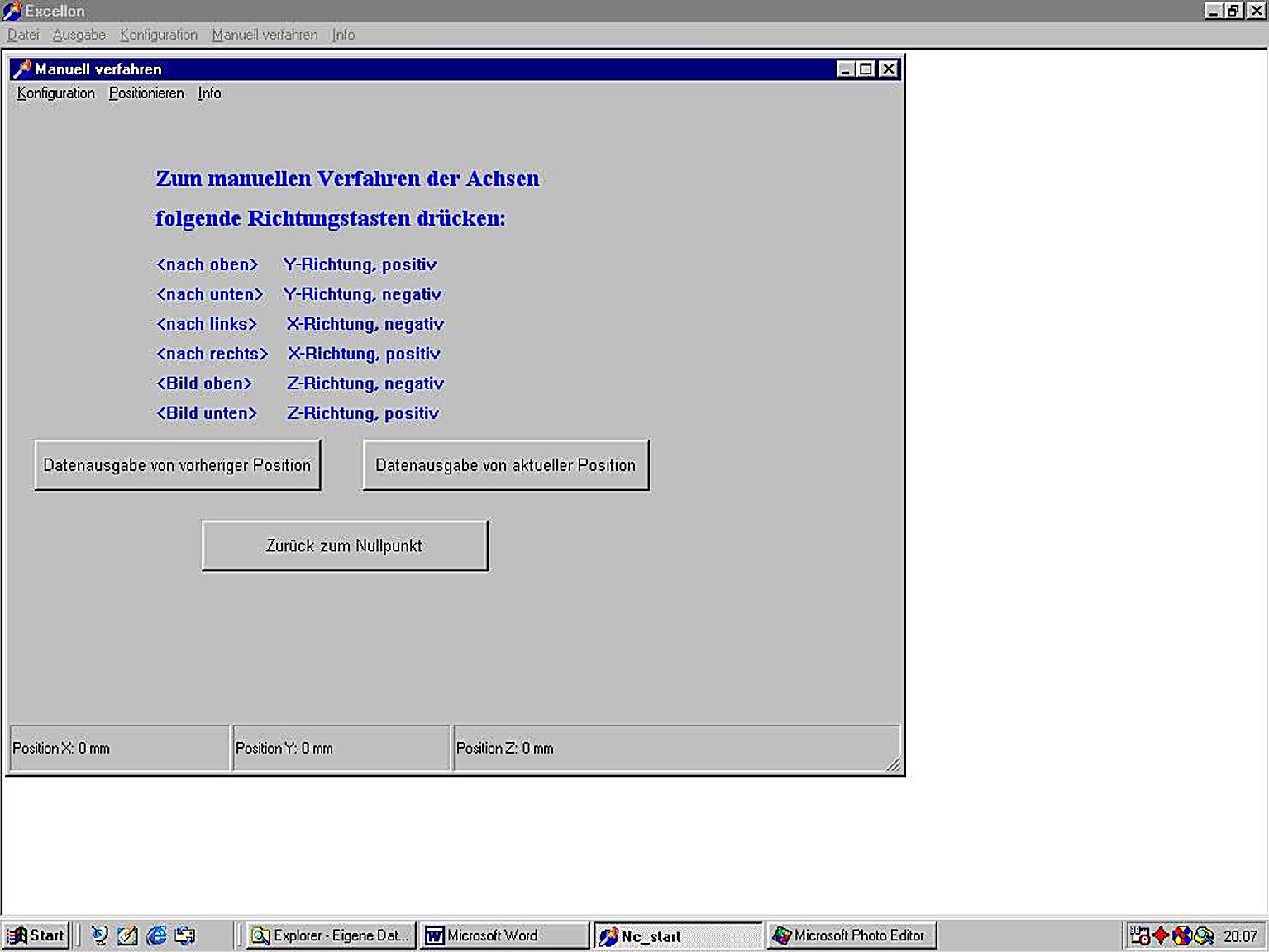
Hier wird die Maschine von Hand verfahren:
|
 |
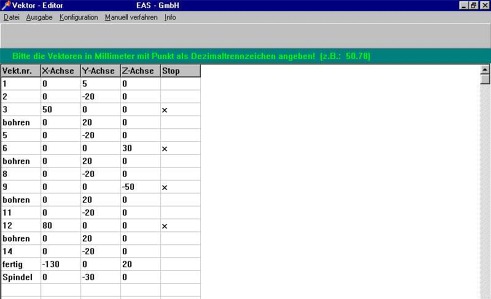
Im
Vektor-Editor besteht die Möglichkeit, kleine Fräs- und Bohrprogramme
zu schreiben. Ein "X" als STOPP-Symbol hält die Maschine
nach der Positionierung in den Achsen an: |
 |
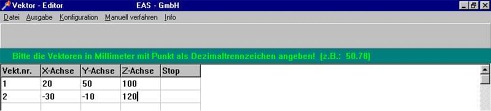
| Ein einziger
Vektorschritt bewegt die Maschine bei Bedarf in allen 3 Achsen: |
 |
Schulischer
Einsatz |
|